数字车间

生产现场信息反馈不及时、不准确,无法实时了解设备状态、生产进度、产品质量、物料消耗等车间现场信息;
现场经常出现看错图纸和工艺文件;
计划安排全凭“拍脑袋”,没有数据依据;
数控设备的NC程序无序管理,加工时经常调错程序,大量占用机床加工时间。
CAXA数字车间方案是针对离散制造型企业提供的智能制造方案,在产线和设备层实现设备的物联,实现设备的联网、通讯、信息采集与推送。在生产过程中,承接产品数据、制造过程数据及生产计划,实现车间排产、生产派工、进度跟踪、质量管理,并根据生产过程管控数据进行分析决策与过程优化。提高生产过程管理的可控性、信息的透明化、实时监控生产过程和产品质量,提高设备利用率,减少故障和停机时间,降低设备使用成本,节省统计生产数据的时间,提高处理问题的效率。
CAXA数字车间方案支持当前市场上所有主流数控系统的数控程序,可自动传输设备状态和数据自动采集;通过多种方式自动计算设备综合运行效率,统计报警信息;并可与现场数据自动采集相结合,通过计划管理,工单管理,质量管理实现车间现场的过程管控,现场透明化,工艺无纸化。


DNC设备物联是对车间生产设备进行联网通讯及管理的解决方案;通过DNC设备物联方案的实施能够快速实现各类数控设备和传统设备的联网通讯,并及时反馈设备状态、作业进度及质量问题等信息,提高生产自动化水平以及关键设备的综合利用率;是智能制造的基础;包括机床网络、机床通讯、代码管理、机床采集、统计分析等模块,以及配套硬件等。
设备联网支持工业以太网和光网络连接,实现长距离传输,抗电磁、雷电干扰,大带宽同时支持数据、视频、语音传输。机床通讯支持使用串口/网卡混合通信模式来解决数控设备基础联网问题,并将离散的设备联成网络,实现代码及机床参数等传输,支持各种联网协议,以及市场上各种数控系统接入。
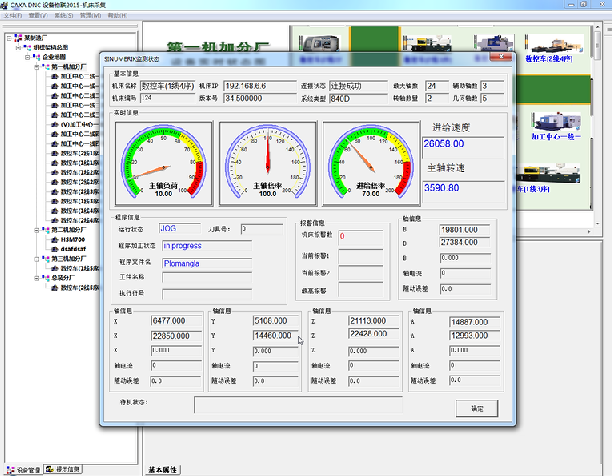
设备信息采集支持多种数据采集方式:开关机/加工状态/主轴功率/程序号/轴坐标/各种倍率/进给速度/主轴转速…;实时监控和采集功能,实时刷新性能达到毫秒级;大数据的实时存储能力:对采集数据的优化和压缩;分布式数据存储技术。
数据处理和统计分析(可视化),实时监控所有生产设备状态;设备数据分析:利用率、生产绩效、故障、主轴负荷参数等;通过电子地图与企业的实际组织结构和车间设备布局相同,设备用三色灯方式实时展示现场设备的运行状态,显示设备运行的详细信息,可以远程看到设备当前的主轴负荷,主轴转速,正在加工程序等详细信息,甚至机床运动的坐标我们也可以获得。
针对离散型企业,MES制造过程管理系统在车间层面接收ERP的生产任务,结合PDM系统BOM数据和工艺数据,完成在车间的生产过程管理,充分利用信息系统的远程数据反馈能力与数据集中管理能力,便于对各种事件管理过程进行监控,提高生产过程管理的可控性、降低信息不对称带来的风险,不断优化公司治理结构;实时监控生产过程和产品质量,获得设备利用率,减少故障和停机时间,降低使用成本,节省统计生产数据的时间,提高处理问题的效率。
MES制造过程管理主要包括作业计划,现场管理,质检管理,决策分析,决策分析基础数据管理五部分内容。
作业计划,从ERP中接收到的生产计划根据BOM信息、工艺路线和计划完成时间自动生成作业计划,并且将计划以甘特图形式展现,生成的计划可以通过手工方式调整。
现场管理,现场操作工登录能够看到自己的生产任务,根据任务的需要完成的时间申请配料,配料管理员根据物料的到货情况完成审批,当物料具体到达现场,现场操作工确认到货。开始生产报工,将每个工序的完成情况汇报到系统中。
质检管理,质检分为首检,过程检,终检三部分内容,首检由操作工完成,检验员确认,过程检由班组长完成,按照检验规则如果过到时没有过程检验,系统会提示需要过程检验了,终检有检验科长完成,当现场生产完成后,由检验科长完成产品终检。
决策分析,可以将现场的生产情况通过综合看板,质量看板,进度看板,设备综合看板,配料看板和三个区域看板,合计八个看板实时展示现场情况。系统可以通过质量原因分析和生产进度跟踪分析产品质量原因和生产进度情况。
基础数据管理,支持直接从EXCEL中读入BOM信息和工艺路线,针对不同企业情况可定制从PDM系统和CAPP系统中读取BOM信息和工艺路线。




欢迎拨打服务咨询电话
010-62490300、62490533、62490515

您可通过在线客服,获得技术帮助和服务咨询

您可以免费下载试用我们的软件产品。

您的一些疑问,可以在常见问题中得到解答。






