


CAXA CAM制造工程师 / 卓越的2-5轴数控编程CAM软件

发布日期:
软件大小:500MB
语言版本:简体中文
数控加工编程精品
精:精品风范,顶尖利器 稳:稳定可靠,百炼成金
易:工艺卓越,易学易用 快:事半功倍,高效快捷
造 型
实体和曲面混合造型方法,可视化设计理念。
 实体造型主要有拉伸、旋转、导动、放样、倒角、圆角、打孔、筋板、拔模、分模等特征造型方式。可以将二维的草图轮廓快速生成三维实体模型。提供多种构建基准平面的功能,用户可以根据已知条件构建各种基准面。
实体造型主要有拉伸、旋转、导动、放样、倒角、圆角、打孔、筋板、拔模、分模等特征造型方式。可以将二维的草图轮廓快速生成三维实体模型。提供多种构建基准平面的功能,用户可以根据已知条件构建各种基准面。
曲面造型提供多种NURBS曲面造型手段:可通过扫描、放样、旋转、导动、等距、边界和网格等多种形式生成复杂曲面;并提供曲面线裁剪和面裁剪、曲面延伸、按照平均切矢或选定曲面切矢的曲面缝合功能、多张曲面之间的拼接功能,另外,提供强大的曲面过渡功能,可以实现两面、三面、系列面等等曲面过渡方式,还可以实现等半径或变半径过渡。
 系统支持实体与复杂曲面混合的造型方法,应用于复杂零件设计或模具设计。提供曲面裁剪实体功能、曲面加厚成实体、闭合曲面填充生成实体功能。另外,系统还允许将实体的表面生成曲面供用户直接引用。
系统支持实体与复杂曲面混合的造型方法,应用于复杂零件设计或模具设计。提供曲面裁剪实体功能、曲面加厚成实体、闭合曲面填充生成实体功能。另外,系统还允许将实体的表面生成曲面供用户直接引用。
曲面和实体造型方法的完美结合,是制造工程师在CAD上的一个突出特点。每一个操作步骤,软件的提示区都有操作提示功能,不管是初学者或是具有丰富CAD经验的工程师,都可以根据软件的提示迅速掌握诀窍,设计出自己想要的零件模型。
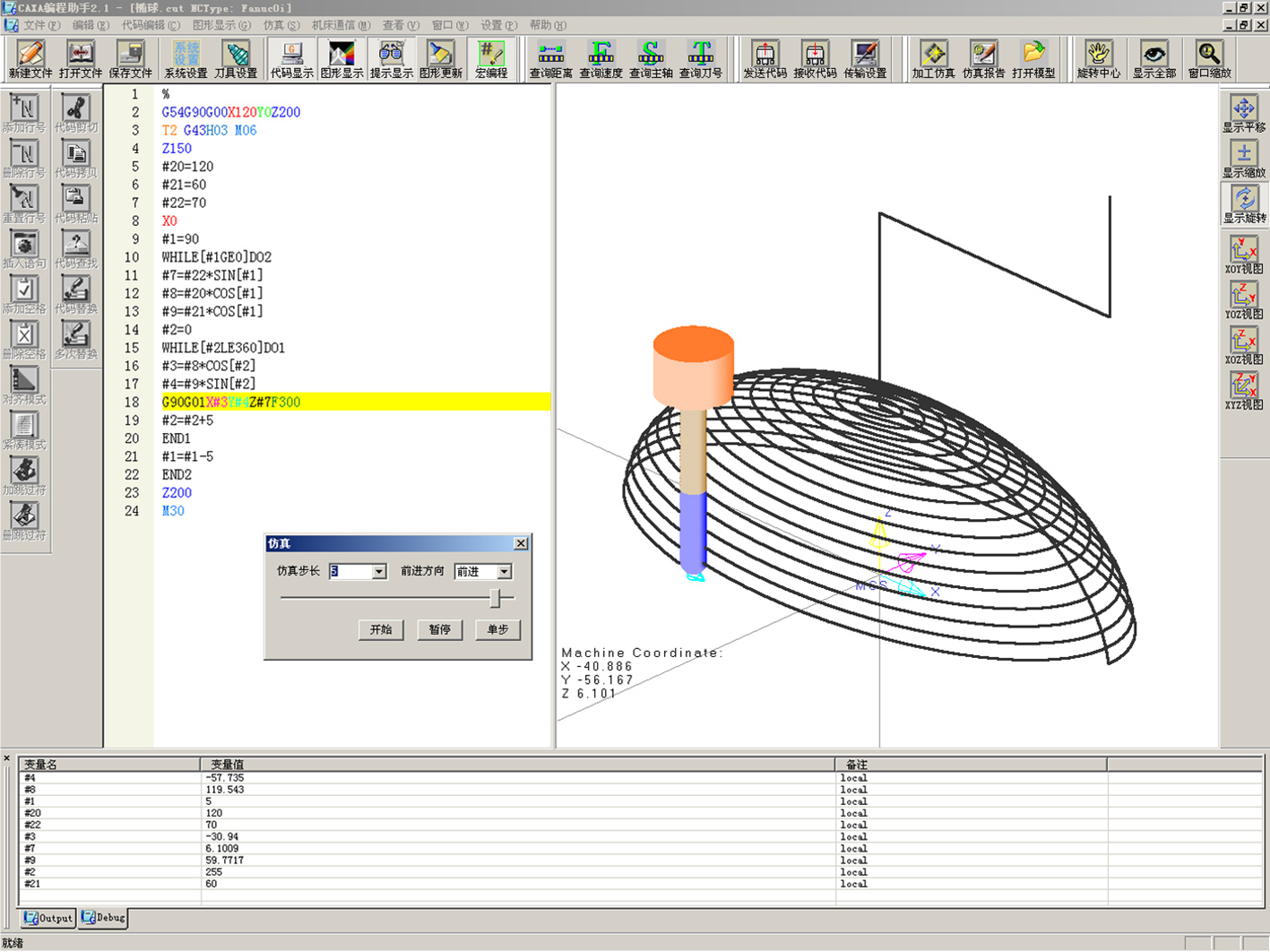
编程助手:
新增的一个数控铣加工编程模块,它具有方便的代码编辑功能,简单易学,非常适合手工编程使用。同时支持自动导入代码和手工编写的代码,其中包括宏程序代码的轨迹仿真,能够有效验证代码的正确性。支持多种系统代码的相互后置转换,实现加工程序在不同数控系统上的程序共享,还具有通讯传输的功能,通过RS232口可以实现数控系统与编程软件间的代码互传。
加 工
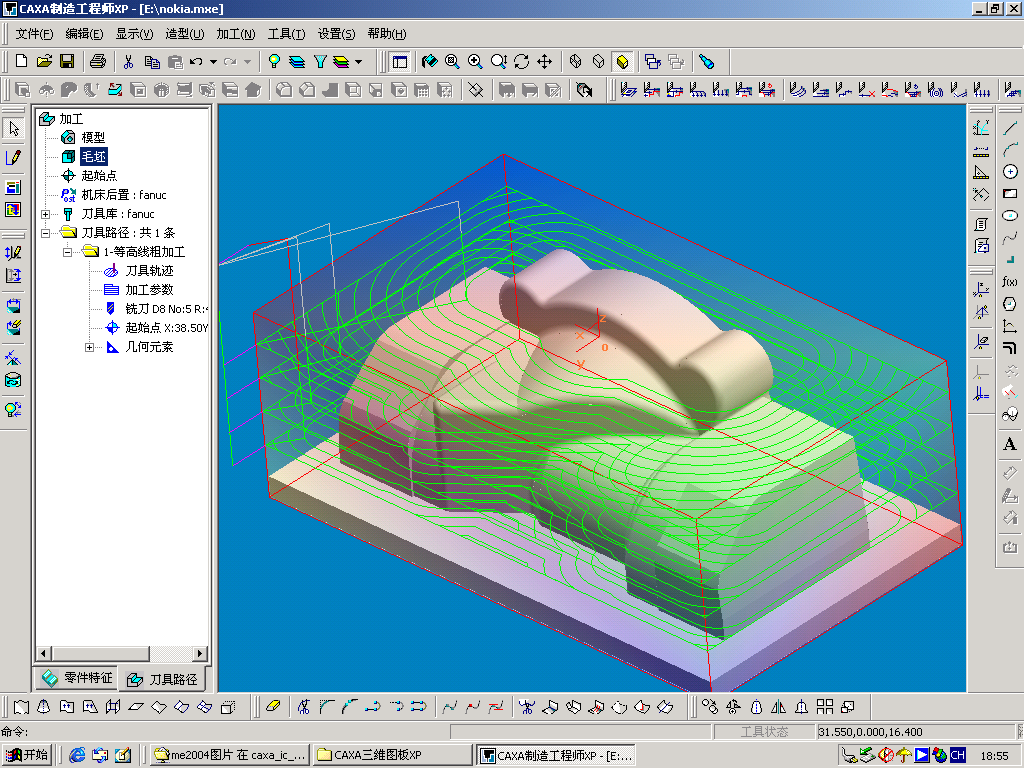 多种粗、半精、精、补加工方式:
多种粗、半精、精、补加工方式:
提供七种粗加工方式:平面区域粗加工(2D)、区域粗加工、等高粗加工、扫描线、摆线、插铣、导动线(2.5轴)。
提供14种精加工方式:平面轮廓、轮廓导动、曲面轮廓、曲面区域、曲面参数线、轮廓线、投影线、等高线、导动、扫描线、限制线、浅平面、三维偏置、深腔侧壁多种精加工功能。
提供3种补加工:等高线补加工、笔式清根、区域补加工等多种补加工功能。
提供2种槽加工:曲线式铣槽、扫描式铣槽。
多轴加工:
四轴加工:四轴曲线、四轴平切面加工
五轴加工:五轴等参数线、五轴侧铣、五轴曲线、五轴曲面区域、五轴G01钻孔、五轴定向、转四轴轨迹等加工对叶轮、叶片类零件,除以上这些加工方法外,系统还提供专用的叶轮粗加工及叶轮精加工功能,可以实现对叶轮和叶片的整体加工。
 宏加工:
宏加工:
提供倒圆角加工,根据给定的平面轮廓曲线,生成加工圆角的轨迹和带有宏指令的加工代码。充分利用宏程序功能,使得倒圆角加工程序变得异常简单灵活。
系统支持高速加工:
可设定斜向切入和螺旋切入等接近和切入方式,拐角处可设定圆角过渡、轮廓与轮廓之间可通过圆弧或S字型方式来过渡形成光滑连接、生成光滑刀具轨迹,有效地满足了高速加工对刀具路径形式的要求。
系统需求
最低要求:英特尔“奔腾”4处理器2.4GHz,512MB内存;10G硬盘。
推荐配置:英特尔“至强”4处理器2.6GHz以上CPU,1G以上内存;20G硬盘。
可运行于Windows2000、WindowsXP等系统平台之上。
CAXA制造工程师是具有卓越工艺性的数控编程软件。它高效易学,为数控加工行业提供了从造型、设计到加工代码生成、加工仿真、代码校验等一体化的解决方案,是数控机床真正的“大脑”。
主要有拉伸、旋转、导动、放样、倒角、圆角、打孔、筋板、拔模、分模等特征造型方式,可以将二维的草图轮廓快速生成三维实体模型。
提供多种NURBS曲面造型手段:可通过列表数据、数学模型、字体、数据文件及各种测量数据生成样条曲线;通过扫描、放样、旋转、导动、等距、边界网格等多种形式生成复杂曲面;并提供裁剪、延伸、缝合、拼接、过渡等曲线曲面裁剪手段。
两轴到三轴加工为基本配置。
多样化的加工方式可以安排从粗加工、半精加工、到精加工的加工工艺路线,高效生成刀具轨迹。
四轴到五轴加工方式:曲线加工、四轴平切面、五轴等参数线、五轴侧铣、五轴定向、五轴G01钻孔、五轴转四轴轨迹等多种加工方法,针对叶轮、叶片类零件提供叶轮粗加工和叶轮精加工实现整体加工叶轮和叶片。
提供倒圆角加工,可生成加工圆角的轨迹和带有宏指令的加工代码,可以充分利用宏程序功能,使得倒圆角的加工程序变得异常简单灵活。
方便的代码编辑功能,简单易学,非常适合手工编程使用。
同时支持自动导入代码和手工编写的代码,其中包括宏程序代码的轨迹仿真,能够有效验证代码的正确性。支持多种系统代码的相互后置转换,实现加工程序在不同数控系统上的程序共享。还具有通讯传输的功能,通过RS232口可以实现数控系统与编程软件间的代码互传。
运用知识加工,经验丰富的编程者可以将加工的步骤、刀具、工艺条件进行记录、保存和重用,大幅提高编程效率和编程的自动化程度;数控编程的初学者可以快速学会编程,共享经验丰富编程者的经验和技巧。随着企业加工工艺知识的积累和规范化,形成企业标准化的加工流程。
自动按加工的先后顺序生成加工工艺单,方便编程者和机床操作者之间的交流,减少加工中错误的产生。
提供丰富的工艺控制参数,可方便地控制加工过程,使编程人员的经验得到充分的体现。丰富的刀具轨迹编辑功能可以控制切削方向以及轨迹形状的任意细节,大大提高了机床的进给速度。
提供了轨迹仿真手段以检验数控代码的正确性。可以通过实体真实感仿真模拟加工过程,显示加工余量;自动检查刀具切削刃、刀柄等在加工过程中是否存在干涉现象。
后置处理器无需生成中间文件就可直接输出G代码指令,系统不仅可以提供常见的数控系统后置格式,用户还可以自定义专用数控系统的后置处理格式。




欢迎拨打服务咨询电话
010-62490300、62490533、62490515

您可通过在线客服,获得技术帮助和服务咨询

您可以免费下载试用我们的软件产品。

您的一些疑问,可以在常见问题中得到解答。




