2009-02-24 作者: 来源:caxa

摘要
CAXA制造工程师2008是我国自主研发的CAD/CAM软件,在造型和多轴加工方面都为国内用户提供了较为实用的操作界面和加工策略,并为加工叶轮提供了专用的加工方案。但其仿真功能还十分有限,只能对路径模拟而不能实体仿真,对最后结果还不能精确的检测。配合VERICUT仿真软件会使设计、加工的叶轮作准确的校验,对出现的问题返回CAXA中修改完善。通过二者的配合使用,使加工程序的可靠性大大提高,保证了一次加工产品的成功率。
关键词:CAXA 叶轮 仿真 VERICUT
Abstract
CAXA manufacturing engineer in 2008 is China's own R & D of CAD / CAM software, in the form and multi-axis processing for domestic users with a more useful interface and processing strategy, as well as processing of the impeller to provide a dedicated processing program. However, the simulation.
Key words: CAXA Impeller Simulation VERICUT
Author unit: China First Heavy Industry Technician
叶轮是航天器材与电动机的核心部件,被广泛应用于机械工业等领域,其加工质量对产品的工作性能有决定性影响。由于叶轮叶片的形状是由机械中最难加工的复杂曲面构成的,因此,叶轮的加工长期以来一直是工艺人员研究的主要对象。随着CAD/CAM、仿真软件与多轴数控技术的出现和不断发展,叶轮的加工精度和效率,才得以满足和提高。
叶轮的造型
考虑到加工的需要,只用线框和曲面造型就可以满足加工条件。叶轮的造型尺寸如表1所示,叶轮造型如图1所示。
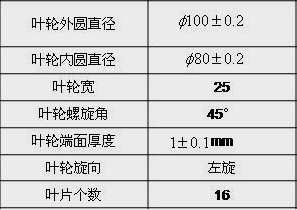
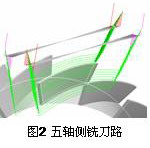
表1 叶轮轮造型参数 图1 叶轮
叶轮的加工
|
|
上完成叶轮的加工任务。四轴平切面加工策略是对回转体的外圆表面加工,无法生成适合加工叶轮的走刀轨迹。而四轴曲线加工可以完成叶片的加工,通过VERICUT的仿真,发现叶片的根部过切较严重,出现了超差现象。
借鉴MASTERCAM对叶片加工的经验,可以用五轴侧铣完成叶片的加工,后通过修改后处理生成加工程序。在CAXA中的加工方案又略有不同,用五轴侧铣生成五轴加工走刀轨迹,再通过五轴转四轴加工轨迹的方式,将五轴轨迹转换成四轴轨迹,用软件中提供的四轴后处理完成程序的生成任务。
1.五轴侧铣加工参数设置
切削行数选项决定加工的精度,行数越多加工的精度就越高,但加工效率会受到影响,要根据实际加工精度和效率综合考虑加工参数设置。最大步长和加工误差可以控制零件加工的尺寸精度。
刀具选择 平底刀,要求扩展方式中进刀和退刀要有一定的距离,否则刀具切入工件时的切削量会很大,容易撞坏刀具。偏置方式选择刀轴偏置,相当于对刀具建立刀具半径补偿,以使加工的轮廓面能够符合图纸要求。起止高度、安全高度和下刀相对高度的数值要根据工件的大小及工件原点的具体位置确定参数,以免进刀、加工和退刀时刀具与工件或夹具相撞,发生干涉现象。
加工对象不是曲面和实体,而是组成曲面的线框。在五轴侧铣中,只选择叶片的上下两相对曲线即可,不能选择相邻的两条曲线,否则生的成轨迹是错误的,不能对叶片进行正确的加工。
使用五轴侧铣加工策略,使刀具的切削刃始终与叶片的被加工表面相切,利用了刀具的最佳切削部位对工件切削,充分发挥了五轴数控机床的优势。但利用五轴数控机床加工上例中的叶轮成本会很高,为了降低成本,可以采用四轴机床加工。这就需要把五轴侧铣加工轨迹转换成四轴轨迹,生成四轴加工程序清单。
2.生成加工程序
为了提高加工表面光洁度,减小切削力,要采用顺铣的方式铣削。叶轮的叶片厚度较小,容易变形,要粗、精加工分开进行,并且在粗、精加工阶段分层铣削以达到减小变形的目的,叶片的内外表面分两个加工阶段,每个阶段分别生成单独的程序清单。
CAXA制造工程师2008的后置处理分为两种,第一种是为三轴数控机床准备的,只能生成三轴数控机床程序。第二种是为四轴或五轴数控机床开发的,可以生成四轴或五轴加工程序。本文采用第二种后置处理,选择fanuc_4axis_A后置处理文件,绕X轴旋转方式,生成四轴加工程序清单。
需要强调的是,不能对所有叶片都生成加工轨迹和加工程序,如果抬刀、进刀和退刀处理不当会产生干涉现象,严重的会损坏工件或刀具。所以只对一个叶片作加工处理,在加工时对坐标系旋转,就可以用一组程序加工出所有的叶片了。
叶轮加工仿真
目前应用于航空航天、汽车、模具制造等行业的VERICUT加工仿真软件是一款专业的数控加工仿真软件,具有优越的仿真功能和灵活的仿真环境构建功能。VERICUT软件可仿真数控车床、铣床、加工中心、线切割机床和多轴机床等多种加工设备的数控加工过程,具有真实的三维实体显示效果,可以对切削模型进行尺寸测量,并能保存切削模型供检验、后续工序削加工。
基于VERICUT软件构建的数控加工仿真环境,实现了数控编程的虚拟制造,比刀位文件仿真更真实、直观。仿真后的NC程序不用试切可直接输入机床进行加工,极大地提高了数控编程的效率和质量。使用VERICUT大大减小了编程的风险,提高了编程的效率和产品质量。

叶轮的仿真需要构建四轴数控方式铣床,如图3所示,数控操作系统选择fan21im。对A轴要进行旋转设置,当加工完一个叶片后,A轴以22.5角度增量旋转,以达到用一组程序加工所有叶片的目的,仿真结果如图4所示。
加工精度检验
仿真后的叶轮还需要精度检验,特别是叶片的厚度不能超过允许的公差。第一种验证方法可以用X测量规中的材料厚度,对叶片厚度检测,加工公差控制在 范围内,满足使用要求。第二种验证方法可以用自动-比较功能,将在CAXA中设计好的叶轮模型导入到VERICUT中,仿真模型与设计模型以曲面的方式按设定好的公差比较,同样验证叶片的厚度控制在了图纸要求的公差范围内。
结论
通过使用CAXA制造工程师2008和VERICUT仿真软件极大的提高了产品的开发和制造效率,按照设计与仿真得到的加工方案和结论,经加工检验,叶轮满足使用要求。




欢迎拨打服务咨询电话
010-62490300、62490533、62490515

您可通过在线客服,获得技术帮助和服务咨询

您可以免费下载试用我们的软件产品。

您的一些疑问,可以在常见问题中得到解答。



